English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى 日本語
日本語 한국어
한국어

Em aplicações industriais e de fabricação avançada, cerâmicas de precisão (como alumina, zircônia, nitreto de silício, carboneto de silício) tornaram-se materiais de núcleo indispensáveis devido à sua alta dureza, resistência ao desgaste, resistência a altas temperaturas e resistência à corrosão. No entanto, devido à alta fragilidade inerente dos materiais cerâmicos e à severa contração de volume enfrentada durante a sinterização em alta temperatura (a taxa de contração geralmente está dentro 15% para 25% ), o projeto e a fabricação de suas peças estruturais são extremamente desafiadores. O projeto estrutural irracional geralmente leva a rachaduras, empenamentos e deformações dos produtos durante a sinterização, usinagem ou serviço real.
Este guia resume sistematicamente as principais técnicas antifissuração do projeto, estratégias antideformação e especificações de correspondência de processo no processo de customização de peças estruturais cerâmicas de precisão, com o objetivo de ajudar os engenheiros de projeto a otimizar a estrutura do produto, melhorar o rendimento e reduzir os custos de produção.
1. Três pontos-chave das propriedades e personalização do material cerâmico
Antes de iniciar qualquer projeto de personalização de cerâmica, os três elementos principais que se restringem mutuamente devem ser examinados a partir de uma perspectiva global.
- Seleção de materiais
As propriedades físicas e químicas dos materiais determinam o limite superior de desempenho das peças estruturais. A tabela a seguir lista as características principais e os cenários de aplicação típicos de quatro materiais cerâmicos de precisão convencionais.
| Nome do material | Principais propriedades físicas e químicas | Cenários típicos de aplicação industrial |
| Alumina | Desempenho de alto custo, alta dureza, resistência ao desgaste, excelente isolamento, resistência a altas temperaturas (até 1600°C acima). | Peças de isolamento eletrônico, placas de revestimento resistentes ao desgaste, substratos cerâmicos, componentes de câmaras de vácuo. |
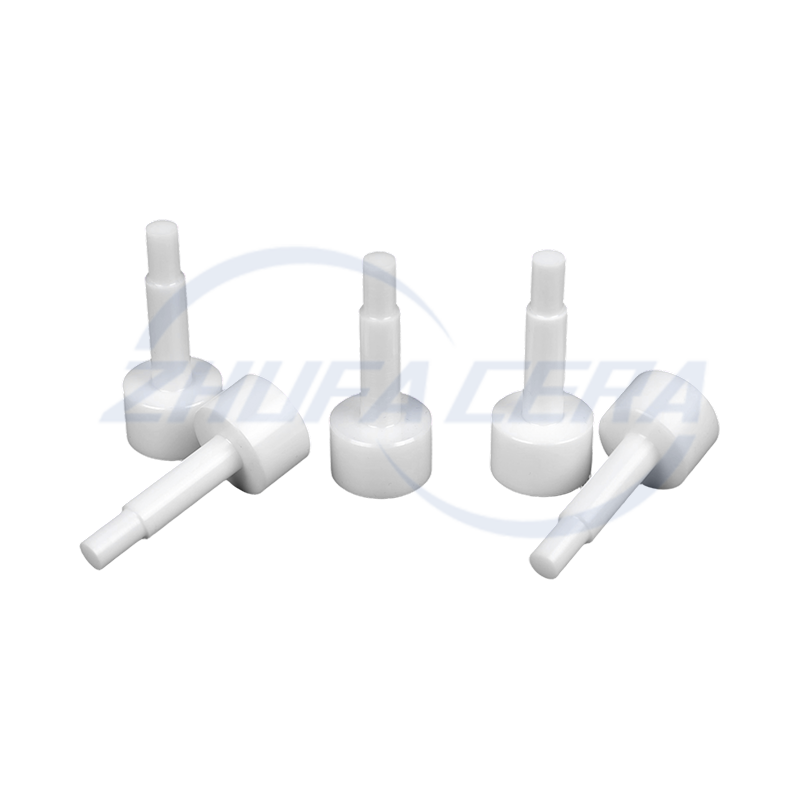
| Zircônia | Possui a maior resistência e tenacidade entre as cerâmicas à temperatura ambiente ( " aço cerâmico " ), o coeficiente de expansão térmica é próximo ao do metal e a condutividade térmica é baixa. | Ponteiras de fibra óptica, cortadores de cerâmica, implantes médicos (como dentários), corpos de plugues de bombas de êmbolo. |
| nitreto de silício | Excelente resistência ao choque térmico (resistência ao resfriamento e aquecimento rápido), alta resistência, resistência ao desgaste, baixa densidade e pequeno coeficiente de atrito. | Esferas de rolamento de precisão de alta velocidade, peças de motores de automóveis, pinos de posicionamento de soldagem. |
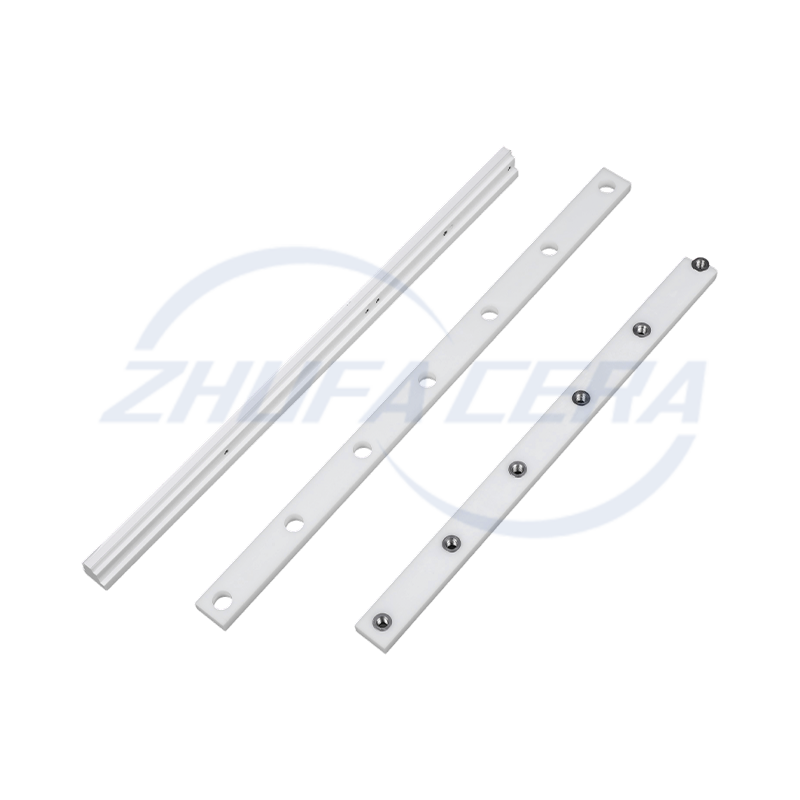
| carboneto de silício | Dureza extremamente alta (perdendo apenas para o diamante), condutividade térmica ultra-alta, excelente resistência a altas temperaturas e resistência à corrosão forte de ácidos e álcalis. | Trilhos guia de wafer semicondutor, anéis de vedação mecânica, fornos de alta temperatura, armadura à prova de balas. |
- Precisão dimensional e tolerância de usinagem
- Tolerância de sinterização: Diretamente sinterizado " corpo verde " tornando-se " Boleto maduro " Finalmente, devido à contração irregular, a tolerância normalmente só pode ser controlada dentro de ±1% ou ±0,1 mm Ao redor.
- Subsídio de acabamento: Para requisitos de precisão de correspondência extremamente altos (como nível de mícron μm ) a interface deve ser deixada de lado durante o design 15 mm-0,3 mm subsídio de moagem de rebolo de diamante.
- Correspondência do processo de moldagem
Selecione o processo de acordo com o lote de produção e complexidade estrutural: a prensagem a seco é adequada para grandes quantidades de peças planas simples; prensagem isostática a frio (CIP) Adequado para peças brutas de tamanho grande, barras ou tubos; moldagem por injeção de cerâmica (CIM) É adequado para pequenas peças tridimensionais com estruturas extremamente complexas, mas o custo de abertura do molde é alto.
2. Habilidades básicas de design para anti-fissuração e anti-deformação
- Projeto de espessura de parede: perseguição " absolutamente uniforme "
A espessura irregular da parede é a causa número um de fissuras em peças cerâmicas durante a sinterização e o resfriamento. As taxas de expansão e contração térmica de peças grossas e finas são diferentes, o que gerará enorme tensão interna.
- Evite disparidades de espessura: Tente manter a espessura geral da parede consistente. Se houver alterações de espessura na estrutura, devem ser utilizadas transições suaves de declive e absolutamente evitadas 90° de mudanças repentinas.
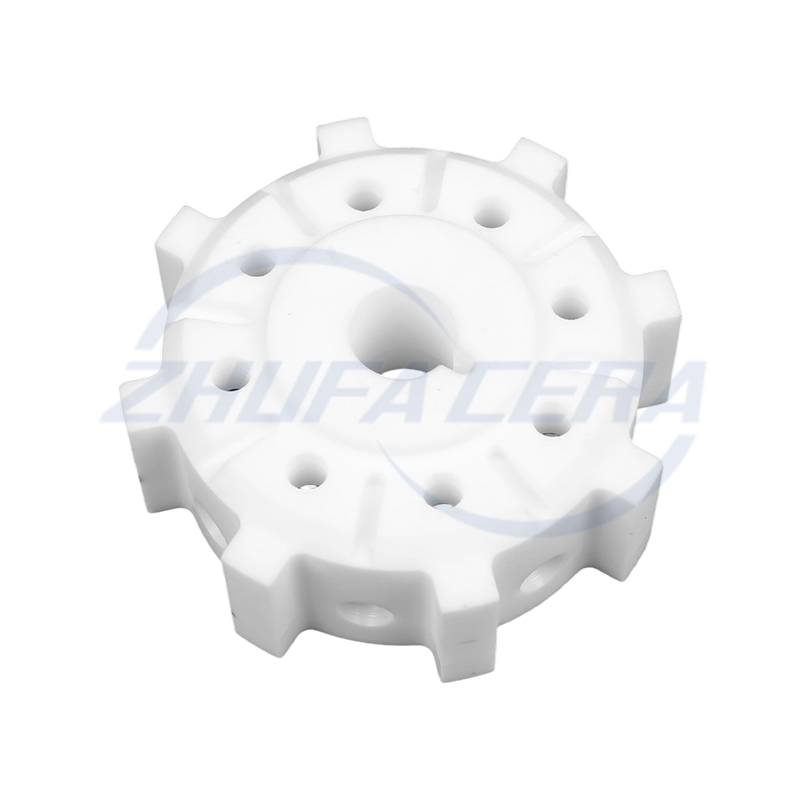
- Orifícios de redução de peso do processo: Para peças sólidas pesadas, furos cegos, furos passantes ou cavidades traseiras (ranhura) devem ser projetados para reduzir a espessura local e, ao mesmo tempo, garantir a resistência mecânica.
- Design de canto: círculo de ângulo agudo completo ( R especificação de ângulo)
Cerâmica produzida em cantos vivos " concentração de estresse " Extremamente sensível. Cantos afiados internos ou externos podem facilmente se tornar fonte de rachaduras quando submetidos a choque térmico ou estresse mecânico.
- dentro / Raio do canto externo: Todos os cantos e transições de etapas devem ser arredondados. Recomendar interno R ângulo é pelo menos maior que 5mm (recomendado R≥1,0mm ). Se o espaço permitir, R Quanto maior o ângulo, mais rígida é a estrutura.
- Montagem da ranhura de compensação de canto: Se for necessário mantê-lo devido à necessidade de combinar peças metálicas 90° Para ângulos retos externos, um deve ser projetado para dentro no canto interno. " Corte inferior " ou " buraco cego " , mova a área de alívio de tensão para longe do vértice do ângulo reto.
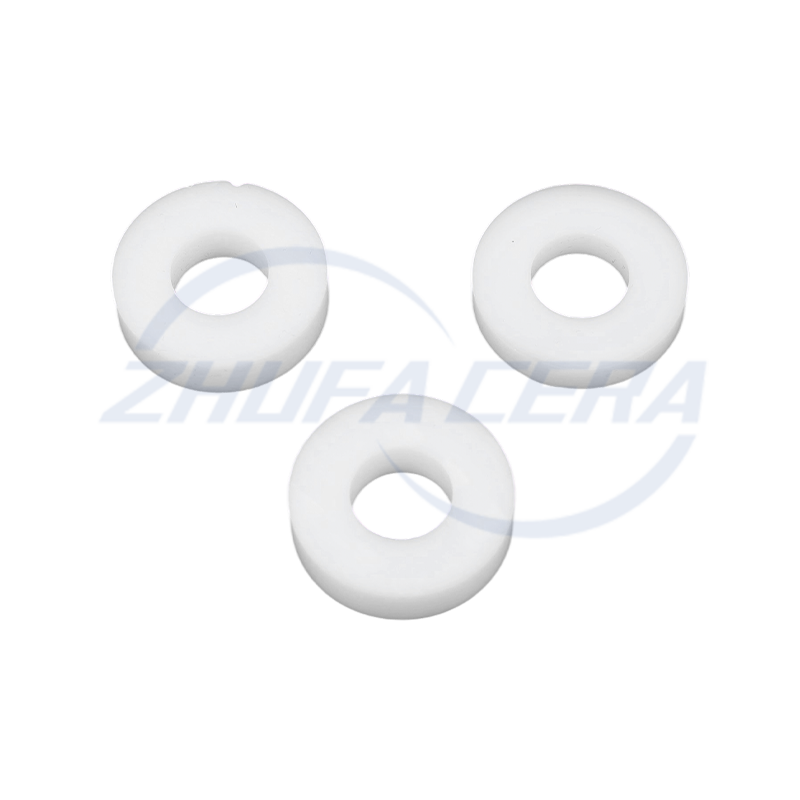
- Design de furos e bordas: evita rachaduras na sinterização e lascas nas bordas
Ao abrir furos (como furos para parafusos e furos para redução de peso) em peças cerâmicas, a posição e o formato dos furos têm grande influência na qualidade da moldagem.
- Distância crítica da borda: A distância da parede do furo até a borda externa da peça cerâmica, bem como a distância líquida entre os dois furos, deve ser maior que o diâmetro do furo. 5 vezes. Vocêma distância muito próxima fará com que a área fraca seja separada em ambas as extremidades durante a contração de sinterização.
- Chanfro de orifício: As bordas de abertura de todas as vias passantes e cegas devem ser projetadas 45°×0,3mm-0,5mm Chanfro para evitar lascas nas bordas durante o desbaste subsequente ou na montagem real.
- Evite furos moldados: Tente usar furos redondos padrão. Tente evitar projetar furos longos, quadrados ou furos especiais com cantos afiados. Esses buracos têm anisotropia óbvia quando encolhem e são propensos a microfissuras ao seu redor.
- Elimine grandes superfícies planas: combata a deformação por empenamento
Devido à influência da gravidade, fricção e pequenas diferenças na temperatura do forno durante a sinterização, peças planas grandes e finas são facilmente propensas à deformação por empenamento (comumente conhecida como " Curva de Banana " ).
- Definir reforços: Projetar nervuras de reforço em forma de cruz, em forma de tique ou radiais na parte traseira da peça plana pode melhorar significativamente a rigidez e travar a direção do encolhimento.
- Design de chefe local: Se um determinado plano precisar ser usado como superfície de contato de montagem, não transforme todo o plano grande em uma superfície de contato de alta precisão. Pequenas saliências locais devem ser projetadas em torno de furos de parafusos ou pontos de encaixe de chave, e somente a superfície das saliências deve ser retificada durante o acabamento subsequente. Isto não só economiza custos de processamento, mas também evita efetivamente o impacto do empenamento geral do avião.
- Design simétrico: tensão de sinterização equilibrada
Quando as peças cerâmicas são sinterizadas no forno, a força de contração é relativamente equilibrada em todas as direções. Se a estrutura for severamente assimétrica, isso levará a uma tensão desequilibrada e à distorção geral.
- Simetria geométrica: Tente fazer com que as partes estruturais mantenham a simetria central, a simetria dos eixos ou a simetria da forma em um nível bidimensional ou tridimensional.
- Gravata artesanal (viga de suporte artesanal): Para formas de abertura assimétricas (como C forma, U (estrutura moldada), deve ser adicionado artificialmente à abertura durante o projeto. " Feixe temporário de conexão ao processo " , de modo que mantém uma estrutura simétrica em circuito fechado durante a sinterização. Após sinterização e retificação, a viga temporária é cortada com uma fatia de diamante.
Três. Folha de dicas para especificações de projeto de peças estruturais de cerâmica de precisão
A tabela a seguir resume as práticas erradas e as especificações corretas ao projetar peças estruturais de cerâmica de precisão para referência rápida por parte dos engenheiros.
| elementos de design | Abordagem errada (fácil de quebrar / fácil de deformar) | Fazer o Certo (Projeto para Segurança, Projeto para Fabricabilidade) |
| cantos e cantos | Use ângulos retos agudos ( 90° ) ou cantos arredondados extremamente pequenos. | Amplie os cantos arredondados tanto quanto possível para projetar o interior e o exterior R ângulo ( R≥0,5 mm ). |
| Espessura da parede da seção | Espessamento e afinamento local repentino, sem transição na junção de espessura e espessura. | Mantenha a espessura da parede absolutamente uniforme. Uma transição suave de inclinação deve ser usada na mudança de velocidade. |
| Margens e espaçamento dos furos | Furos muito próximos das bordas ou furos adjacentes (espaçamento < abertura). | Margem do furo e espaçamento do furo adjacente ≥ 1,5 vezes a abertura. |
| Orifício e borda externa | O orifício possui aresta viva sem chanfros. | Todas as aberturas e designs de bordas 45° Chanfrar (evitando lascas nas bordas). |
| Placa fina de grande área | Projete uma laje fina plana e sem suporte de grande área. | Projete reforços para aumentar a rigidez ou altere para contato de ressalto local. |
| Estrutura simétrica | Uma estrutura aberta com cantilevers muito longos e assimetria grave de um lado. | Mantenha a simetria geométrica ou introduza vigas de suporte do processo (removidas após o cozimento da peça bruta). |
Nota: Durante o processo real de desenvolvimento do projeto, é altamente recomendável realizar o projeto orientado para a fabricação com o engenheiro de processo direto de cerâmica o mais rápido possível após a conclusão do primeiro rascunho do projeto estrutural ( DFM ) revisão para otimizar ainda mais as dimensões com base nas propriedades mecânicas do material específico.